





行業(yè)動態(tài) 當(dāng)前位置:主頁 > 關(guān)于丹普 > 動態(tài)資訊 > 行業(yè)動態(tài) >
高速切削刀具用物理氣相沉積涂層研究進展
發(fā)布時間:2023-02-10
涂層刀具是利用氣相沉積方法在高強度的硬質(zhì)合金或高速鋼(HSS)基體表面涂覆幾個微米的高硬度、高耐磨性的難熔金屬或非金屬化合物涂層而獲得的,涂層刀具具有表面硬度高、耐磨性好、化學(xué)性能穩(wěn)定、耐熱耐氧化和摩擦系數(shù)小等特性。涂層材料作為化學(xué)屏障和熱屏障,減少了刀具與工件間的擴散和化學(xué)反應(yīng),減少了月牙洼磨損,提高了涂層刀具使用壽命和切削效率。高性能涂層刀具已成為現(xiàn)代刀具的標(biāo)志,目前發(fā)達國家涂層刀具在刀具中所占比例已超過80%,并不斷上升。
刀具涂層的制備技術(shù)分為化學(xué)氣相沉積(CVD)和物理氣相沉積(PVD)兩類,CVD技術(shù)存在反應(yīng)氣體腐蝕設(shè)備、環(huán)境污染等一系列問題,自20世紀(jì)90年代中期以來其發(fā)展和應(yīng)用受到一定制約。物理氣相沉積(PVD)技術(shù)對環(huán)境無不利影響,在控制涂層的組元成份和結(jié)構(gòu)方面具有優(yōu)勢。刀具涂層材料和涂層技術(shù)在不斷升級更新,目前的刀具涂層已發(fā)展為添加多種功能化元素(抗磨損、耐氧化、低摩擦),具有多種結(jié)構(gòu)(納米多層、納米復(fù)合、梯度或多層結(jié)構(gòu)等)的多元多層納米復(fù)合涂層。本文對用于高速切削刀具的新型PVD涂層材料和沉積工藝進行了回顧和展望。
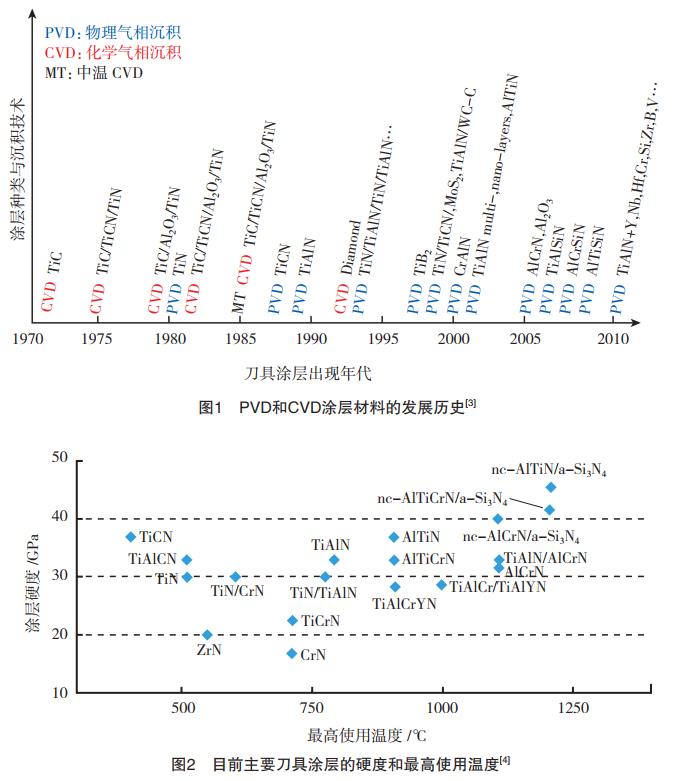
刀具表面的硬質(zhì)涂層對材料有以下要求:(1)硬度高、耐磨性好;(2)化學(xué)性能穩(wěn)定,不與工件材料發(fā)生化學(xué)反應(yīng);(3)高溫抗氧化性和熱穩(wěn)定性高,在高溫下還能保持高硬度和長期穩(wěn)定性;(4)與基體結(jié)合強度高,摩擦系數(shù)低。因此適合做刀具涂層的材料主要是過渡金屬的氮化物和碳化物(TiN、TiC、CrN等),此外還有一些共價鍵化合物(金剛石、BN等)和離子鍵化合物(Al2O3)。TiC和TiN是最早出現(xiàn)的刀具涂層材料。TiC涂層抗磨料磨損能力強,具有高的抗刀面磨損和抗月牙洼磨損能力;TiN涂層摩擦系數(shù)小,應(yīng)用溫度高于TiC,適于加工鋼材或切削易于粘在前刀面上的材料。隨著現(xiàn)代高速高效加工和難加工材料日益增多對刀具材料的苛刻要求,TiC和TiN涂層的硬度和抗高溫能力已滿足不了加工需要。刀具涂層材料不斷升級更新,經(jīng)歷了簡單二元涂層(TiN、TiC)→三元或四元固溶涂層(TiAlN、TiCN、TiAlCN等)→多層或超晶格結(jié)構(gòu)涂層(TiN/TiC/TiN多層、多層、TiN/AlN超晶格等)→納米復(fù)合結(jié)構(gòu)涂層(TiSiN、等)的發(fā)展,涂層的硬度和最高使用溫度不斷提高。圖1和圖2總結(jié)了近年來出現(xiàn)的新型涂層和涂層性能的發(fā)展。
1、多元涂層
在TiN等二元涂層中加入第三或者第四元素制備出多元的刀具涂層材料后,大大提高了刀具的綜合性能,如加入Cr和Y提高抗氧化性,加入Zr、V、B和Hf提高抗磨損性,加入Si提高硬度和抗化學(xué)擴散。最常用的多元刀具涂層是TiCN、TiAlN、涂層。TiCN涂層兼有TiC和TiN涂層的良好韌性和硬度,它在涂覆過程中可通過連續(xù)改變C和N的成分來控制TiCN的性質(zhì),并可形成不同成分的梯度結(jié)構(gòu),降低涂層的內(nèi)應(yīng)力,提高韌性,增加涂層厚度,阻止裂紋擴展,減少崩刃。近年來,以TiCN為基的四元成分新涂層材料(如TiZrCN、TiAlCN、TiSiCN等)也紛紛出現(xiàn)。
TiAlN涂層材料是目前應(yīng)用最廣泛的高速硬質(zhì)合金刀具涂層之一,TiAlN有很高的高溫硬度和優(yōu)良的抗氧化能力,涂層組成由原來的Ti0.75Al0.25N發(fā)展到和Ti0.33Al0.67N。AlTiN涂層在900℃時才會出現(xiàn)硬度降低;在高速加工產(chǎn)生的高溫下表面會產(chǎn)生一層非晶態(tài)Al2O3薄膜,對涂層起保護作用。
AlCrN系列涂層是近10年發(fā)展最為迅速的刀具涂層之一,與涂層相比,由于受到涂層結(jié)構(gòu)穩(wěn)定性的限制,AlTiN涂層中的鋁含量實際已達到最大值(約66%)。在CrN基涂層中,鋁含量可以進一步提高到70%。在溫度達到1000℃時仍可保持其硬度;涂層具有較低的導(dǎo)熱系數(shù);在1100℃下還可以保護刀具基體不發(fā)生氧化。其韌性超過鈦基涂層(如TiAlN、TiCN),更適合斷續(xù)切削和難加工材料的加工。
在TiAlN和AlCrN涂層基礎(chǔ)上加入Cr(Ti)、B、Y、Zr等元素可以實現(xiàn)刀具涂層性能的進一步改善。可以通過硼含量的變化,在加工過程中產(chǎn)生所謂“實時”現(xiàn)象,即通過硼擴散,形成BN、B2N3,從而得到有利于切削加工的潤滑膜層。也可以在AlCrN涂層的基礎(chǔ)上,推出TiAlN+AlCrN基的涂層,完美的基礎(chǔ)涂層保證了卓越的結(jié)合力和加工強度,納米結(jié)構(gòu)的AlCrN涂層表現(xiàn)出良好的紅硬性和抗高溫氧化性能。
2、納米超硬涂層
納米結(jié)構(gòu)涂層因具有高硬度和其他特性而成為刀具涂層發(fā)展方向,主要分為兩類,一種是納米多層涂層,如TiN/AlN,TiN/TiAlN等。日本某公司開發(fā)的AC105G、AC110G等牌號的ZX涂層是一種TiN與AlN交替的納米多層涂層,層數(shù)可達層,每層厚度約為1nm。這種涂層與基體結(jié)合強度高,涂層硬度接近CBN,抗氧化性能好,抗剝離性強,而且可顯著改善刀具表面質(zhì)量,其壽命是TiN、TiAlN涂層的2~3倍。納米多層涂層的硬度增強不但與單層材料的性能和制備工藝有關(guān),還與涂層的調(diào)制周期有關(guān),當(dāng)在形狀復(fù)雜的刀具或統(tǒng)一裝爐中不同工件表面沉積時很難控制各層的厚度,而且在高溫工作環(huán)境下各層間的元素互擴散也導(dǎo)致涂層性能發(fā)生變化,因此,不適合作為廣泛推廣的高速切削刀具涂層。另外一種是納米復(fù)合涂層,納米的硬質(zhì)氮化物晶粒彌散地分布在晶態(tài)或者非晶態(tài)的第二相基體中,主要有氮化物/金屬相納米復(fù)合涂層(nc-MeN/nc-Me’,Me:Ti、Cr等,Me’:Cu、Ni等)和氮化物/非晶相納米復(fù)合涂層(Me-Si-N,Me:過渡金屬元素及其組合或與Al等元素的組合,如Ti、TiAl等),氮化物/金屬相系統(tǒng)熱穩(wěn)定性差,在高溫下易擴散導(dǎo)致硬度下降,不適合作刀具涂層。
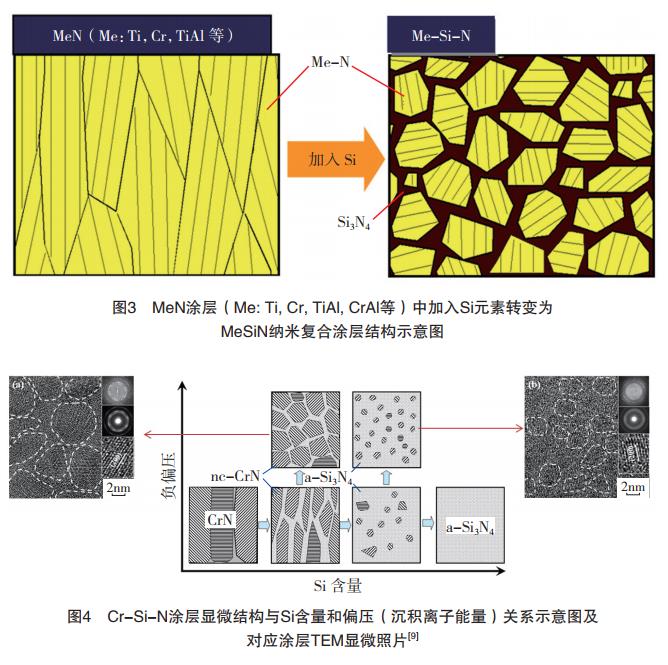
Me-Si-N納米復(fù)合涂層通過在傳統(tǒng)的TiN和TiAlN等單相涂層中加入一定含量的Si元素,發(fā)生熱力學(xué)上的調(diào)幅分解,生成由1~2個非晶原子層(Si3N4)包覆納米晶過渡金屬氮化物(TiN,TiAlN等)的骨架式納米復(fù)合結(jié)構(gòu)(圖3),由于納米晶體的強化效應(yīng)及非晶層限制晶粒的滑移和轉(zhuǎn)動對納米晶晶界的強化作用,涂層表現(xiàn)出傳統(tǒng)硬質(zhì)涂層難以達到的高硬度,而且涂層高溫下的組織穩(wěn)定性、熱硬性和抗氧化性等性能也大幅度提高,適應(yīng)于高速切削條件下對涂層性能的苛刻要求;在涂層中加入各種第四和第五元素,可以進一步改善涂層的硬度、韌性、摩擦系數(shù)和高溫抗氧化性等。納米復(fù)合涂層代表了國際上新一代刀具涂層發(fā)展的方向。
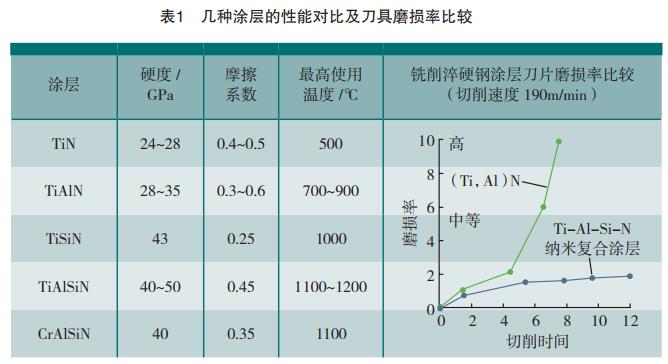
PVD技術(shù)制備Me-Si-N納米復(fù)合涂層的難點在于對納米相晶粒大小、形狀和分布、非晶相厚度的控制,等通過沉積涂層的成分和離子能量的控制(圖4),實現(xiàn)了納米復(fù)合涂層的可控生長;余東海等采用空心陰極和磁控濺射復(fù)合離子鍍技術(shù)制備了TiAlSiN、TiCrSiN多元納米復(fù)合涂層刀具,高速銑削淬硬鋼取得較好效果。
部分公司開發(fā)了納米復(fù)合結(jié)構(gòu)的刀具涂層。S.Carvalho等采用直流反應(yīng)磁控濺射方法制備了納米復(fù)合涂層刀具,并將該涂層與目前市場上適合高速切削的多層涂層(TiCN/Al2O3/TiN)的切削性能進行了比較,結(jié)果顯示,TiAlSiN納米復(fù)合涂層刀具在Vc=200m/min的條件高速車削合金鋼,比TiN多層涂層刀具磨損小,且工件表面粗糙度小于4μm,比TiN多層涂層刀具加工的工件表面質(zhì)量(12μm)有很大提高。P公司的新一代nc-Ti1-xAlxN/(a-Si3N4)納米復(fù)合涂層刀具,是在強等離子體作用下,3nm的TiAlN晶體被鑲嵌在非晶態(tài)的Si3N4體內(nèi),晶粒之間為1nm厚的Si3N4。這種結(jié)構(gòu)使涂層硬度可達到50GPa,摩擦系數(shù)為0.45,且高溫硬度更是非常突出,最高使用溫度可達1100℃,溫度達到時,其硬度值仍可保持在30GPa。日本公司開發(fā)的TiSiN涂層刀具(“TH”涂層)改善了加工高硬度材料時,TiN涂層刀具長期以來未能解決的涂層氧化和硬度欠佳問題。用“TH”涂層刀具高速加工拉伸模材料(HRC62)時與TiAlN涂層刀具相比加工成本降低54%。表1列出了幾種納米復(fù)合涂層與傳統(tǒng)TiN和TiAlN涂層的性能對比。
3、梯度和多層涂層
梯度涂層可以提供基體與涂層熱膨脹系數(shù)和力學(xué)性質(zhì)的過渡,降低內(nèi)應(yīng)力,改善涂層的結(jié)合強度和韌性,在高速切削的重載荷下使涂層不易崩裂和剝落,現(xiàn)代刀具涂層多采用多層或漸變式結(jié)構(gòu);通過梯度涂層的設(shè)計可以避免災(zāi)難性的刀具涂層疲勞失效,極大延長涂層壽命,多層涂層(這里不含納米多層涂層)的設(shè)計主要是考慮刀具涂層更好的結(jié)合和多功能化,在CVD涂層中常采用3~7層涂層的組合方式,如,底層的TiC與基體的結(jié)合強度高,并有良好的耐磨性;中間的Al2O3作為一種有效的熱屏障可允許有更高的切削速度;外層的TiCN保證抗前刀面和后刀面磨損能力;最外一薄層金黃色的TiN使得容易辨別刀片的磨損狀態(tài)。PVD涂層中也經(jīng)常采用多層結(jié)構(gòu),如的TripleCoatings三重涂層(nACo3、、nATCRo3)由Ti(Cr)N粘結(jié)底層(良好結(jié)合)、AlTi(Cr)N中間層(堅固核心和良好耐磨性、較低內(nèi)應(yīng)力)和AlCrSiN納米結(jié)構(gòu)頂層構(gòu)成(極高硬度、出色隔熱性和抗磨損能力)構(gòu)成,通過成分和結(jié)構(gòu)調(diào)整可以實現(xiàn)各種條件下的高速切削。
在刀具涂層表面產(chǎn)生磨擦系數(shù)低的表面層,可以實現(xiàn)降低切削力和降低切削溫度,從而改善切削性能。一種是直接沉積固體潤滑膜,如DLC、MoS2基的軟涂層材料,但是由于該類涂層耐溫一般都比較低,難以適應(yīng)高速重載荷切削的需要,但在加工某些有色金屬時具有良好的效果。如某公司新推出的軟涂層,在TiN硬涂層基礎(chǔ)上涂覆一層0.2~0.5μm厚的減摩涂層,摩擦系數(shù)僅為0.05~0.10,具有不粘附和自潤滑的作用,避免加工高塑性、高韌性工作材料時出現(xiàn)粘刀及積屑瘤現(xiàn)象,非常適合于干式或微量潤滑條件下鉆削加工鋁合金、鈦合金等輕金屬材料。另外一種是加拿大McMaster大學(xué)教授提出來的自適應(yīng)涂層的思想,他提出通過涂層成分和結(jié)構(gòu)設(shè)計使涂層在使役過程中自適應(yīng)環(huán)境生成具有抗氧化性、低摩擦系數(shù)而且有利于耗散能量的復(fù)合氧化涂層。以此思想成功研制了性能遠優(yōu)于nc-AlTiN/a-Si3N4納米復(fù)合涂層的TiAlCrSiYN和NbN自適應(yīng)納米涂層,高速切削時涂層表面很容易生成含有適當(dāng)含量Cr-O、Al-O、Si-O的氧化膜,既具有抗氧化性,又具有自潤滑性能,降低了刀具切削力和溫度,改善其切削性能;Nb-O氧化膜電阻率接近金屬,可以快速將積聚的變形能傳遞出去,不對氧化膜下面的涂層產(chǎn)生破壞。對PVD技術(shù)沉積的AlTiN涂層表面進行Ar+離子轟擊處理,增加涂層表面的缺陷和活性,在高溫切削時生成類α-Al2O3薄膜,涂層高溫下的摩擦系數(shù)有明顯降低,高速切削性能有較大改善。
4、含氧涂層
涂層沉積過程中,真空室內(nèi)總存在一定的殘留氣體,Nakano等在用超高真空反應(yīng)磁控濺射沉積TiN涂層時發(fā)現(xiàn),只有在真空達到10-8Pa量級的時候,涂層中才不含氧,當(dāng)氧分壓為10-4Pa量級的時候,用X射線光電子能譜(XPS)還可以檢測到涂層中含10%~20%(摩爾分?jǐn)?shù))的氧,盡管測得氧含量的絕對數(shù)值會隨測量方法有差異,但可以確定涂層中含有相當(dāng)含量的氧雜質(zhì)。對于一般工業(yè)型硬質(zhì)涂層沉積設(shè)備,真空度基本在10-3Pa量級,涂層會不可避免地含有一定量的氧,所以氧對刀具涂層結(jié)構(gòu)和性能的影響是無法回避的問題,盡管在大部分的研究中并沒有對這個問題加以重視。
有關(guān)氧對刀具涂層結(jié)構(gòu)和性能的影響,基本上有兩類觀點,一種認(rèn)為涂層中氧雜質(zhì)是有害元素,會引起涂層硬度下降,Veprek等在研究納米復(fù)合涂層時發(fā)現(xiàn)其同一成分和結(jié)構(gòu)的TiSiN涂層硬度變化可以很大。通過研究涂層中雜質(zhì)含量,認(rèn)為是包括沉積參數(shù)和雜質(zhì)含量等導(dǎo)致超硬涂層硬度值的分散,其中雜質(zhì)含量影響最大,只有當(dāng)雜質(zhì)元素含量小于0.01%時才可能復(fù)制出他的試驗結(jié)果。馬大衍等報道氧含量0.1%和0.2%時可以分別達到60GPa和50GPa的硬度,氧含量時涂層最高僅30GPa左右,沒有明顯的硬度增強效應(yīng)。另一類學(xué)者認(rèn)為氮化物涂層中含有一定量的氧并不一定會導(dǎo)致性能的下降,如果對涂層中氧元素加以利用,可以獲得良好的切削刀具涂層。通過氧的加入可以改善CrN涂層的抗氧化性能,可以在不降低或略有降低硬度的前提下改善其摩擦性能,從而使TiAlON涂層的切削性能比有所提高。Ding等在非平衡磁控濺射TiSiN涂層中加入氧元素,在O/N為0.72時摩擦系數(shù)可以降低至20%,而硬度降低不大。Lee等提出一定量氧的加入可以調(diào)整涂層的內(nèi)應(yīng)力水平,降低摩擦系數(shù),而硬度還可以略有升高。據(jù)悉,公司推出的TiAlXN涂層即為涂層,切削性能優(yōu)于涂層。Barthelmä等研究電弧離子鍍和ZrON涂層刀具,在等溫淬火球鐵和不銹鋼等難加工材料的高速加工上顯示優(yōu)勢。
氧化物的高溫穩(wěn)定性明顯優(yōu)于氮化物,當(dāng)涂層以氧化物為主時,涂層在高溫下的表現(xiàn)更佳,其中代表是氧化鋁涂層。Al2O3具有高耐磨損性和紅硬性,在1000℃仍能保持良好化學(xué)穩(wěn)定性。在切削刀具表面制備Al2O3涂層,能夠在高速干切削條件下對刀具起到保護作用,從而提高切削加工效率。部分公司已制備出涂層可用于高速切削刀具,但PVD氧化物涂層的經(jīng)濟性仍存在問題;P公司采用更為經(jīng)濟的氧化物涂層,發(fā)展了AlCrON和涂層,涂層仍以氧化物為主,但由于加入Cr和N,更容易沉積制備。由于氧化物的特點是化學(xué)穩(wěn)定性好、高溫性能好、抗擴散磨損性能好,但韌性較差,作為刀具涂層一般是加在、TiAlSiN等硬質(zhì)支撐層表面使用。
目前,用于硬質(zhì)涂層沉積的PVD涂層技術(shù)主要有磁控濺射和電弧離子鍍兩類。傳統(tǒng)的磁控濺射技術(shù)因其低溫沉積、表面光滑、無顆粒缺陷等諸多優(yōu)點,是目前最重要的工業(yè)化大面積真空鍍膜技術(shù)之一。但濺射金屬大多以原子狀態(tài)存在,金屬離化率低(約1%),導(dǎo)致膜基結(jié)合力較差,涂層易剝落失效。相比于磁控濺射,電弧離子鍍具有較高金屬離化率(約90%)和強膜基結(jié)合力的優(yōu)點;然而,在沉積過程中產(chǎn)生的大量宏觀顆粒,導(dǎo)致涂層表面粗糙、內(nèi)應(yīng)力高。PVD涂層技術(shù)在20世紀(jì)末和進入21世紀(jì)后經(jīng)歷了革命性發(fā)展,新型磁控濺射技術(shù)的發(fā)展,如將高能脈沖濺射沉積技術(shù)、雙極脈沖磁控濺射、氣體反饋控制系統(tǒng)和閉合磁場設(shè)計等新技術(shù)應(yīng)用于硬質(zhì)涂層產(chǎn)業(yè),可制備出硬度高、均勻致密、結(jié)合強度高、內(nèi)應(yīng)力低、韌性好的硬質(zhì)涂層;而且方便控制硬質(zhì)涂層的組元成分和結(jié)構(gòu),沉積出各種符合要求的涂層。與此同時,電弧離子鍍技術(shù)也有很多大的改進,通過增大陰極面積,采用旋轉(zhuǎn)陰極和采用激勵磁場分散電弧的辦法,大大降低了涂層中的大顆粒含量。
高功率脈沖磁控濺射技術(shù)(HIPIMS)是近年來發(fā)展起來的一種高離化率PVD技術(shù),該技術(shù)是利用較高的脈沖峰值功率(傳統(tǒng)磁控濺射的1000倍或更高)來實現(xiàn)產(chǎn)生高金屬離化率(>50%)。高功率脈沖磁控濺射技術(shù)綜合了磁控濺射表面光滑、無顆粒缺陷和電弧離子鍍離化率高、膜基結(jié)合力強、涂層致密的優(yōu)點,且離子束流不含大顆粒,在控制涂層微結(jié)構(gòu)的同時獲得優(yōu)異的膜基結(jié)合力,在降低涂層內(nèi)應(yīng)力,以及提高涂層致密性、均勻性,尤其是對復(fù)雜幾何形狀工件沉積材料到不同區(qū)域的導(dǎo)向等都具有顯著的技術(shù)優(yōu)勢,被認(rèn)為是PVD發(fā)展史上近30年來的最重要的一項技術(shù)突破。Lattemann等采用HIPIMS離子轟擊,在CrN/NbN納米多層涂層與高速鋼基體之間生成冶金結(jié)合的界面,界面結(jié)合力遠優(yōu)于Ar離子轟擊和電弧轟擊;等發(fā)現(xiàn)不同的HIPIMS離子轟擊種類(Ti、W、Cr)對硬質(zhì)合金刀具上涂層的界面結(jié)合強度、界面應(yīng)力、涂層疲勞強度和刀具切削性能有至關(guān)重要的影響。Bobzin等采用技術(shù)(高束流離子轟擊加速納米復(fù)合涂層的Spinodal調(diào)幅分解)制備TiSiC、TiAlSiN等納米復(fù)合涂層,形成兩相完全分離的納米晶/非晶復(fù)合結(jié)構(gòu),有利于硬度和韌性同步改善,使刀具壽命提高近1倍。技術(shù)在合成r-TiO2、a-Al2O3、(MAX)等不易在室溫下生成的高溫相方面也具有優(yōu)勢。
結(jié)束語
由于現(xiàn)代高速高效加工和難加工材料使用日益增多對刀具材料的苛刻要求,國際上刀具涂層材料和涂層技術(shù)在不斷升級更新,目前的刀具涂層已發(fā)展為添加多種功能化元素(抗磨損、耐氧化、低摩擦)、具有多種結(jié)構(gòu)(納米多層、納米復(fù)合、梯度或多層結(jié)構(gòu)等)的多元多層納米復(fù)合涂層;傳統(tǒng)的電弧離子鍍和磁控濺射技術(shù)經(jīng)過多種改進,可以制備出硬度高、均勻致密、結(jié)合強度高、內(nèi)應(yīng)力低、韌性好的硬質(zhì)涂層,用于刀具涂層生產(chǎn)。
隨著我國制造行業(yè)高速發(fā)展,對高強度鋼、淬硬鋼、冷硬鑄鐵、高溫合金、鈦合金、不銹鋼、印刷電路板(PCB)等難加工材料的使用量急劇增加;同時加工精度和加工效率的不斷追求,以及加工過程的綠色環(huán)保的要求也在不斷提高,高端刀具涂層是急需解決的問題。目前的重點是針對不同的被加工材料和工況發(fā)展專用刀具涂層,通過優(yōu)化添加多種合金元素、優(yōu)化涂層結(jié)構(gòu)(納米復(fù)合結(jié)構(gòu)、梯度和多層結(jié)構(gòu))和采用新型涂層技術(shù),從而大大提高刀具的耐用度和切削效率。
聲明:本站部分圖片、文章來源于網(wǎng)絡(luò),版權(quán)歸原作者所有,如有侵權(quán),請點擊這里聯(lián)系本站刪除。
| 返回列表 | 分享給朋友: |
 京公網(wǎng)安備 11010502053715號
京公網(wǎng)安備 11010502053715號