





金屬陶瓷多弧離子鍍TiN/TiAlN涂層的結構與性能
發布時間:2017-01-20
1、TiN硬質薄膜表層具有高耐磨性和低摩擦系數,這對于提高刀具的壽命具有非常重要的意義。但是,在500℃以上時TiN涂層就傾向于氧化分解,涂層的保護作用劇烈地減少。TiAlN薄膜具有28GPa的顯微硬度,其工作溫度可以達到800℃。所以,TiAlN涂層的刀具可用于高速切削、干切削,以及一些難加工材料。Knotek等在1985年首次發表了關于TiAlN涂層的研究后,其優異的抗高溫氧化能力和良好的使用性能引起了人們極大的關注,已經用多種PVD方法成功制備了該膜。另外研究人員在5CrNiMo熱作模具鋼基體上沉積了Ti-A1-N系功能梯度薄膜。研究人員在高速鋼基體上采用多弧離子鍍技術制備了TiAlN薄膜。
盡管人們采用各種技術制備并研究TiAlN涂層的性能,但迄今為止,還沒有關于在Ti(C,N)基金屬陶瓷基體上沉積TiAlN涂層的報道。因此。本文采用多弧離子鍍技術在Ti(C,N)基金屬陶瓷基體上沉積了TiN/TiAlN涂層,并研究了基體材料對涂層的生長模式和涂層形貌、性能等的影響。
2、實驗
2.1 基體和鍍層材料
Ti(C,N)基金屬陶瓷的成分為39.2%TiC-10%TiN-32%Ni-11%Mo-7%WC-0.8%C(質量分數,下同),經過球磨混料->烘干->加成型劑->壓制成型->脫除成型別->真空燒結后,試樣在萬能工具磨床上用金剛石砂輪磨削成平面,然后用金相水砂紙磨屑、拋光。
選用Ti靶和TiAl合金靶分別制備TiN和TiAlN涂層。其中Ti靶的純度為99.999%,TiAl合金靶的Ti,A1含量均為50%。
2.2 鍍層的制備工藝
采用多弧離子鍍技術制備TiN/TiAlN膜。沉積設備為14弧源多弧離子鍍膜機,其中純Ti靶6個,含Ti,Al各50%的TiAl靶8個。
鍍層制備的整個工藝流程為:試樣鍍層制備前的檢查->在三氯乙烯中超生波清洗->汽油清洗(兩次)->水洗->酸洗->乙醇清洗->烘干->裝爐->離子轟擊清洗->制備Ti過渡層->制備TiAlN層->制備TiN表面層->真空冷卻->出爐。輔助氣體為N2、Ar氣體,純度均為99.999%。
TiAlN薄膜的沉積工藝為:靶電流60A~70A,偏壓為-200v~-400v,N2分壓0.32Pa,沉積溫度500攝氏度,總沉積時間為120min。試樣真空爐冷到80攝氏度出爐。
2.3 鍍層性能的測試與結構分析
采用原子力顯微鏡觀察測量鍍層的表面形貌和均方根粗糙度;采用X射線衍射儀對材料處理前后的相結構進行分析;采用掃描電鏡(SEM)觀察鍍層的表面形貌,并用斷口試樣測試鍍層的厚度。
用顯微硬度計測量鍍層的顯微硬度,多點測定取其平均值;用鍍層附著力自動劃痕儀測試鍍層的臨界載荷并表征其與基體的結合力。
3、實驗結果
3.1 鍍層的表面形貌
多弧離子鍍處理后試樣表面呈金黃色。圖1為TiN/TiAlN涂層的SEM照片。由圖1可以看出,Ti(C,N)基金屬陶瓷表面沉積的涂層平整光滑,表面有少量白色圓形Ti顆粒。
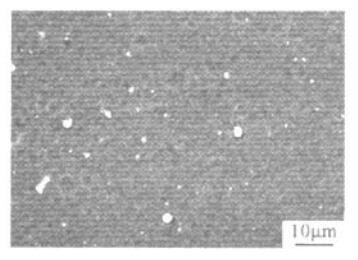
圖1 Ti(C,N)基金屬陶瓷TiN/TLAlN涂層的SEM照片
3.2 鍍層的粗糙度
圖2所示為涂層表面的三維立體形貌圖。由圖2可知,金屬陶瓷基體的涂層結晶完整,在5um×5um范圍的均方根粗糙度為20.6nm。
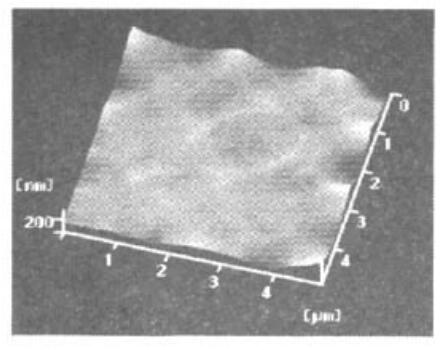
圖2 TiN/TiAlN涂層的三維立體形貌圖
3.3 鍍層的相組成及結構分析
圖3為TiN/TiAlN涂層的XRD圖譜。由圖3可知,TiN/TiAlN涂層主要由Ti,Al和N元素組成。多弧離子鍍后涂層最表層的衍射峰為TiN:將TiN磨去后,中間層的衍射峰主要為TiAlN;基體金屬陶瓷的衍射峰主要是Ti(C,N)和Ni;在最外層和中間層中都發現有基體的衍射峰,只是峰的強度不同。從圖3還可以看出,TiN相和TiAlN的(111)峰與(200)峰的強度比遠遠大于沒有擇優取向時這兩個峰的強度比值0.75,即TiN和TiAlN相均存在強烈的(111)擇優取向。
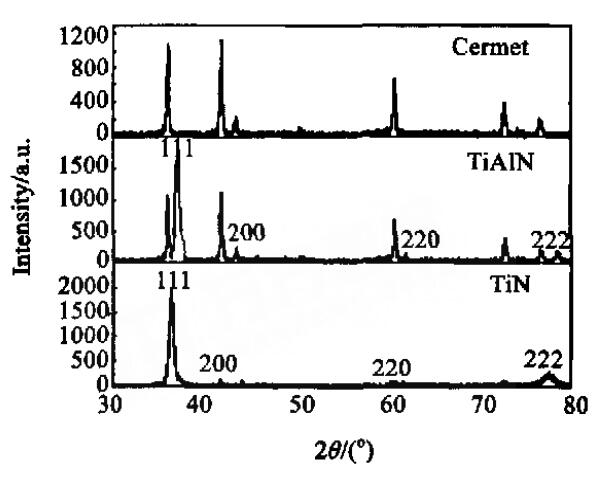
圖3 TiN/TiAlN涂層的XRD圖譜
3.4 鍍層的性能
硬度測試結果表明,金屬陶瓷經多弧離子鍍TiN/TiAlN涂層后,其顯微硬度均達到2808HK,而未處理的金屬陶瓷基體顯微硬度在1650HK左右。
圖4所示為金屬陶瓷多弧離子鍍TiN/TiAlN后的斷口組織形貌。由圖4可見,TiN/TiAlN組織均勻,涂層與基體之間沒有剝離現象。測試結果表明,TiN/TiAlN鍍層厚度約為3um。
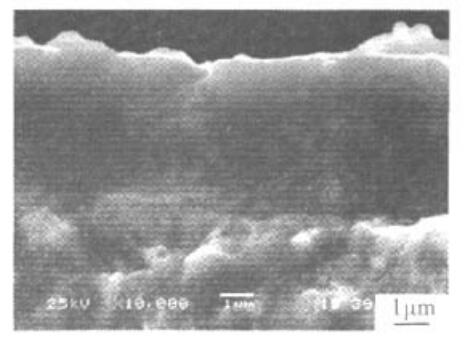
圖4 金屬陶瓷多弧離子鍍后橫斷面的SEM照片(上部為TiN/TiAlN鍍層)
圖5為材料斷面從基體到涂層的各主要元素的線分布。由圖5可見,Al的含量從涂層內部到表面逐漸增大,呈現梯度分布特征。
3.5 鍍層的結合力
涂層附著力測試結果表明,TiN/TiAlN涂層與金屬陶瓷之間的臨界載荷為57.52N。圖6為TiN/TiAlN涂層劃痕的SEM照片。由圖6可以看出,金屬陶瓷基體上的TiN/TiAlN涂層剝落過程比較復雜,載荷增加到57.52N時,出現了膜基界面開裂現象,但是隨后膜基開裂并不連續,而是經過一定距離后再次出現膜基開裂現象,兩次開裂之間的劃痕溝也比較平直,并且涂層的破裂面具有解理臺階。
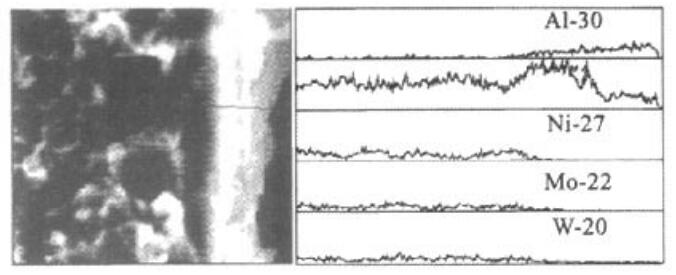
圖5 TiN/TiAlN涂層的線分布
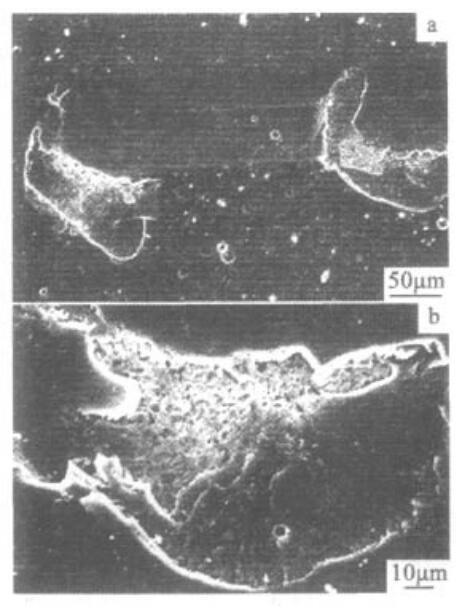
圖6 TiN/TiAlN涂層劃痕的SEM照片
4、結論
1)多弧離子鍍TiN/TiAlN涂層后試樣表面為金黃色。涂層平整光滑,均方根粗糙度為20.6nm。
2)金屬陶瓷基體多弧離子鍍后涂層最表層為TiN,中間層主要為TiAlN,基體金屬陶瓷主要為Ti(C,N)和Ni。TiN相和TiAlN相均存在強烈的(111)擇優取向。
3)經多弧離子鍍TiN/TiAlN涂層后,其顯微硬度均達到2808HK。TiN/TiAlN涂層與金屬陶瓷之間的臨界載荷為57.52N。
4)TiN/TiAlN涂層組織均勻,Al的含量從涂層內部到表面逐漸增大,呈現梯度分布特征。
聲明:本站部分圖片、文章來源于網絡,版權歸原作者所有,如有侵權,請點擊這里聯系本站刪除。
| 返回列表 | 分享給朋友: |
- 上一篇:工模刀具的PVD涂層技術解析
- 下一篇:切削刀具多弧離子鍍膜的應用研究
 京公網安備 11010502053715號
京公網安備 11010502053715號