





切削刀具多弧離子鍍膜的應用研究
發布時間:2017-02-04
物理氣象沉積的主要方法有真空鍍膜、磁控濺射鍍膜、多弧等離子體鍍膜、離子鍍膜分子束外延鍍膜等方法。目前PVD技術不僅可沉積金屬膜、合金膜,還可沉積化合物、陶瓷、半導體、聚合物膜等。工業發達國家使用PVD涂層工具的比例已超過90%。國內機械加工刀具及精密模具運用涂層的比例分別小于20%和5%。因此,研究適合我國刀具的涂層技術是非常有意義的。目前硬質涂層技術的發展具有以下趨勢:為了滿足刀具綜合力學性能的要求,涂層成分趨于多元化、復合化;為滿足不同的要求,涂層成分將更為復雜、更具針對性;在復合涂層中,各單一成分涂層的厚度將越來越薄并逐步趨于納米化;某些特殊要求的PVD涂層工藝溫度將越來越低。
用多弧離子鍍膜的方法在高速鋼立銑刀上鍍納米復合TiN/AlSiN膜,這項技術已經成功運用到一些刀具企業,取得了良好的社會效益和經濟效益。
1、多弧離子鍍膜
在PVD技術的應用中,目前在涂鍍刀具、模具等鍍硬質功能膜方面應用較廣泛的涂鍍方法之一就是多弧離子鍍技術(Arcionplating,AIP)。該技術主要借助于惰性氣體(如:Ne,Ar等)的輝光放電作用,使粉末/塊狀(通常為靶材)材料離化,在帶負電荷的基體或者工件上形成薄膜。多弧離子鍍膜所用設備點擊這里。
1.1工作原理
陰極靶材由鍍膜材料制成,接電源負極,鍍膜室接地作陽極,電源電壓工作區間0~220V,電流工作區間20~100A。基片(即工件)與腔體之間存在負偏壓,其取值范圍為50~1000V。在10-3~10-4Pa真空條件下點燃真空電弧,陰極靶材表面上出現一些不連續、大小和形狀多樣、明亮的斑點,它們在陰極表面迅速且不規則地游動,一些斑點熄滅時又有些斑點在其他部位形成,維持電弧的燃燒。接通電源同時使引弧電極與陰極瞬間接觸并離開,在引弧電極離開的瞬間,由于導電面積的迅速縮小,電阻增大,局部區域溫度迅速升高,致使靶材表面熔化,形成爆發性的金屬蒸發,在陰極表面形成局部的高溫區,產生等離子體,將電弧引燃,低壓大電流的電源維持弧光放電的持續進行。
陰極弧斑的尺寸極小,相關資料測定為1~100μm;電流密度很高,可達105~107A/cm2。每個弧斑存在時間很短,其爆發性地蒸發靶材離子和電子,由于電場的作用在陰極表面附近,金屬離子形成了空間電荷,又形成了新的弧斑產生條件,眾多的弧斑持續產生,保持了電弧總電流的穩定。陰極弧斑的運動方向和速度受磁場的控制,適當的磁場強度可以實現陰極靶表面均勻刻蝕。
1.2鍍膜的工藝參數
影響薄膜質量的因素多而復雜,因此研究工藝參數與薄膜性能指標之間的關系,以實現薄膜性能及工藝優化設計,始終是致力研究的目標。國內外研究表明多弧離子鍍的主要工藝參數有:基體沉積溫度、反應氣體壓強與流量、靶源電流、基體負偏壓等。
(1)膜沉積溫度。膜沉積溫度對薄膜生成、生長及性能有著直接影響。一般來說,基體沉積溫度高,有利于薄膜的生長,也有利于膜基結合力的提升。但溫度過高,會在提高鍍膜成本、增加能耗的同時,引起被鍍工件晶粒粗大,造成強度和硬度下降等缺陷。
(2)反應氣體壓強與流量。反應氣體的壓強與流量大小直接關系到膜層的化學成分、組織結構及性能。毛延發等人在W18Cr4VC05高速鋼基體上采用多弧離子鍍技術制備了AlSiN鍍層,結果表明,隨N2分壓的增加,薄膜中顆粒和熔滴的密度、直徑減小。實驗表明,隨著氮流量的增加,不但液滴的尺寸會縮小,而且薄膜表面的液滴密度也會大大降低,從而降低薄膜表面粗糙度。
(3)靶源電流。弧斑的數目與靶源電流成正比,較多的弧斑可以增加靶材刻蝕的穩定性。有研究表明在一定的靶源電流范圍內,薄膜厚度隨靶源電流的升高而增加。但靶源電流過高,會因整體溫度的提升而使液滴隨之增多,而且液滴的尺寸也會增大,從而影響涂層表面質量和粗糙度。
(4)基體負偏壓。基體負偏壓是多弧離子鍍在鍍層時的一個重要參數。基體負偏壓在鍍膜前預轟擊時,可以清除工件表面吸附的氣體和污染物。基體負偏壓對TiN/AlSiN薄膜性能產生較大的影響,研究結果表明,薄膜表面液滴的密度和直徑隨基體負偏壓的增加而減少,薄膜的顯微硬度在一定范圍內隨著負偏壓的增加而增加,薄膜的沉積效率隨著偏壓的升高先提高后降低。
2、TiN/AlSiN膜在高速鋼立銑刀上的應用實驗
金屬切削刀具需要高硬度、高耐磨性、耐高溫性能及耐腐蝕性能。PVD技術可以針對鉆頭、銑刀、車刀、螺紋銑刀、鉸刀及滾齒銑刀等進行鍍膜,從而大大提高刀具的使用壽命。本研究選擇了比較常用的高速鋼(W18Cr4V)立銑刀進行涂鍍實驗。
2.1 TiN/AlSiN納米復合涂層中硅和鋁對膜性能的影響
研究表明,在TiN/AlSiN涂層中,硅和鋁會使膜的晶格常數和晶粒尺寸變小。另外,硅和鋁增加會誘發六方相的生長。硅和鋁的加入會影響到膜的硬度、摩擦性能、熱穩定性等。
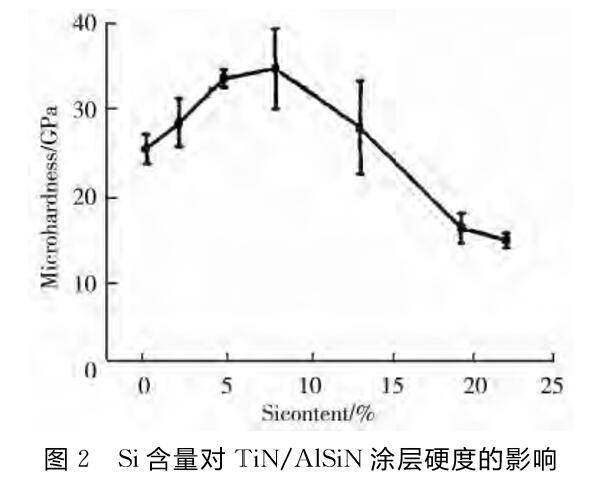
(1)硅元素對膜性能的影響。硅含量的變化會對涂層的硬度產生影響。添加少量的硅會使鍍膜硬度增加,當硅含量增加到一定值時,膜的硬度達到最大,硅含量超過某個值時,則膜的硬度急劇下降。加入少量的硅可以形成TiAlSiN固溶體,固溶強化和晶格畸變造成的應力增加會造成膜的硬度急劇增大,硅會在膜中形成非晶態的Si3N4。由于nc-TiAlN鑲嵌于非晶態的Si3N4的內部而形成nc-TiAlN/a-Si3N4納米復合結構,抑制膜的晶粒長大,而細晶引起的Hall-Patch效應使得膜的硬度增大。而當硅元素量增加到一定程度后,非晶態的Si3N4引起的TiAlN晶粒分離超過一個最佳值,使得晶界的阻斷位錯運動作用下降。晶粒細化也能使得膜的界面能增加,從而導致整個體系的能量增高,促使膜向其穩定相h-AlN轉化來降低能量,而膜中的六方相h-AlN的致密度和強度明顯低于立方相,從而導致膜硬度的降低。Si含量對TiN/AlSiN涂層硬度的影響如圖2所示。
另外,硅的加入提高了膜高溫下組織的熱穩定性、熱硬性和抗氧化性,適應于高速切削條件下對膜層的苛刻要求。因此,硅作為膜層的第4元素加入,很大程度上提高了膜的硬度(見表1),改善了韌性、摩擦系數和高溫抗氧化性等,所以,納米復合涂層代表了國際上新一代刀具涂層發展的方向。
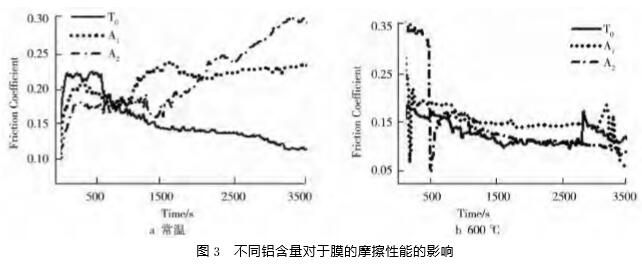
(2)鋁元素對膜性能的影響。不同鋁含量TiN/AlSiN薄膜在10N載荷下和WC對磨球分別在RT、500℃下測試的摩擦系數-時間曲線如圖3所示。T0試樣為不含鋁的TiCN膜,A1試樣含少量鋁,A2試樣含鋁量比A1試樣高。從圖3中可以看出,不同鋁含量的TiN/AlSiN薄膜摩擦系數曲線表現出不同的變化趨勢,且不同摩擦學試驗溫度下表現出的趨勢也不同。磨損曲線有磨合階段、穩定階段,隨溫度的升高磨合期也會相應變長,這個過程會發生復雜的物理化學反應。常溫下的磨損試驗曲線如圖3a所示,加入鋁元素提高了薄膜的摩擦系數,A1試樣鋁含量增加摩擦系數也相應增大。TiCN薄膜室溫摩擦系數穩定在0.11,所以,TiCN是非常優良的常溫潤滑膜。從圖3b中可以看出,當溫度達到600℃時,TiCN潤滑膜在經歷一段穩定期后,隨著薄膜中碳元素的流失(在高溫和磨損壓應力共同作用下,薄膜中的碳元素會與空氣中的氧氣發生反應),摩擦系數突然升高。而薄膜中含有較高鋁元素的A2試樣薄膜在磨合期時鋁元素優先與空氣中的氧氣發生反應,避免了碳元素的流失,同時產生的氧化鋁也起到了潤滑作用,從而使摩擦系數下降;A1試樣的磨合期發生了復雜的物理化學反應,由于鋁含量較低,未能完全防止碳的流失,在氧化鋁的減磨作用和碳流失的增磨作用的綜合效果下,曲線出現了很大的波動。A1試樣和A2試樣薄膜由于氧化鋁的潤滑作用,摩擦系數都比T0低,所以,當薄膜工作在高溫下時,TiN/AlSiN薄膜就顯示出了其高溫穩定性的優越性。
2.2實驗結果及分析
(1)硬度測試。硬度是硬質薄膜最重要的性能之一。只有在較高硬度的條件下,薄膜才能有效減小磨損,起到強化襯底表面的作用。本實驗主要通過納米壓痕儀測試納米硬度,納米壓痕儀可以解決顯微硬度計對薄膜硬度測量誤差問題。各類涂層的硬度及熱穩定性比較如表1所示。從表1可以看出,TiN/AlSiN超晶格涂層與傳統的TiN及TiAlN涂層的硬度相比,硬度和熱穩定性都得到大幅度提高。
表1 各類涂層的硬度及熱穩定性比較
| 涂層種類 | 硬度/GPa | 涂層種類 | 硬度/GPa | 涂層種類 | 硬度/GPa |
| TiN | 20 | TiCN | 35 | TiN/AlSiN 納米復合涂層 | 52 |
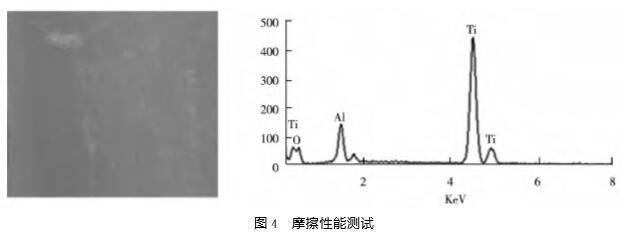
(2)摩擦性能測試。TiN/AlSiN膜在600℃摩擦性能測試結果如圖4所示。左圖是600℃摩擦磨損試驗的SEM形貌圖。右圖是600℃在摩擦軌道上的能譜圖。從圖4可以看出,在600℃高溫下,磨削成分里出現了氧元素,之前有報道說氧化物對薄膜有自潤滑作用,這也解釋了為什么TiN/AlSiN膜在常溫下的摩擦系數要比TiCN高,而在高溫下卻表現出優異的摩擦學性能。
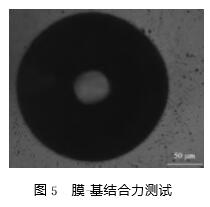
(3)膜-基結合力測試。要發揮膜層的性能,膜和基體的結合力高是前提條件。膜和基體結合力低會導致刀具在使用時發生膜層崩裂和脫落現象。因此我們采用洛氏硬度壓痕法測試膜-基結合力。用洛氏硬度計加載1470N,卸載后用100倍光學顯微鏡觀察,觀察到的圖像如圖5所示。從圖5可以看出,壓痕邊緣只有一些細微的裂紋,沒有剝落現象,結合強度級別在HF1級,結合力比較強。這是因為薄膜結構是由晶體和非晶體構成,非晶體的存在可以使薄膜通過塑性變形有效釋放由外力所產生的應力,因此,薄膜的韌性增強,出現裂紋的幾率大大下降。
(4)鍍膜厚度測試。納米硬質膜是由兩種或兩種以上成份或結構不同的薄膜在垂直于薄膜一維方向上交替生長而形成的多層結構。對于兩種不同成分或結構組成的多層薄膜,每相鄰兩層形成一個單元,其厚度稱為調制周期。調制周期λ=8nm的納米多層結構組成,TiN層和AlSiN層,其平均厚度分別為5.8nm和2.2nm。這種共格界面對超晶格涂層的高硬度、高耐磨性、耐高溫性能有著重要作用。并且可以根據不同刀具的不同要求,通過調制濺射能量和弧流大小、沉積距離等關鍵工藝參數,可以靈活準確地調整和控制兩相的調制比和涂層厚度。
在高速鋼立銑刀表面鍍膜的膜層厚度,我們用球坑法結合金相顯微鏡經過計算得出,約為3μm左右。
(5)鑄鐵切削實驗。分別用Φ10的高速鋼無鍍膜立銑刀、Φ10的高速鋼鍍TiCN膜立銑刀以及Φ10的高速鋼鍍TiN/AlSiN納米復合涂層膜立銑刀進行了切削鑄鐵(加工頂平面)的切削實驗。實驗表明,如果用無涂鍍的高速鋼刀具加工鑄鐵,在一定的轉速下(1500n/min、47m/min)的進給速度切削鑄鐵可以使用3h,而涂鍍TiN/AlSiN涂層的刀具則可以使用9h以上。
(6)45鋼切削實驗。切削45鋼(加工側面)的切削實驗,我們分別用10的高速鋼無鍍膜立銑刀、Φ10的高速鋼鍍TiCN膜立銑刀以及Φ10的高速鋼鍍TiN/AlSiN納米復合涂層膜立銑刀進行了切削加工45鋼側面,都用715n/min的轉速及22m/min的進給速度,無涂層的高速鋼刀具只能用30min,而涂鍍了TiN/AlSiN涂層的刀具則使用3h。涂鍍了TiN/AlSiN涂層的高速鋼刀具比不涂鍍的高速鋼刀具切削壽命提高1~6倍。和鍍TiCN高速鋼立銑刀相比,納米復合涂層TiN/AlSiN涂鍍的高速鋼刀具的壽命也有比較明顯的提高。這是因為TiN/AlSiN涂是復合膜,TiN層作為AlSiN層的支撐層,形成了比較合理的硬度、組織成分、結合力的匹配。另外,由于Si和Al的加入進一步提高了膜的硬度、高溫硬度和抗氧化性,從而進一步提高了切削刀具的使用壽命。
3、結論
相對于單層膜來說,TiN/AlSiN納米復合涂層形成了硬度、組織成分和結合力的有效匹配,在高速切削的金屬切削刀具比較成功的應用。而在復合膜層中,由于加入了鋁和硅,提高了刀具的硬度、耐磨性、高溫硬度、抗氧化性等,更加適應高速切削刀具。但硅的加入要適當,超過一定量就會引起硬度的下降,也會影響膜和基體的結合牢固度。因此,納米復合涂層TiN/AlSiNi用于金屬切削刀具有廣闊的應用空間和良好的發展前景。
聲明:本站部分圖片、文章來源于網絡,版權歸原作者所有,如有侵權,請點擊這里聯系本站刪除。
| 返回列表 | 分享給朋友: |
 京公網安備 11010502053715號
京公網安備 11010502053715號